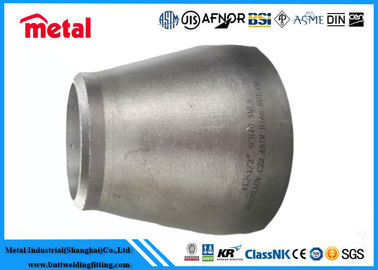
Estremità-saldatura che misura il riduttore eccentrico duplex eccellente 1*3/4 ASME B16.9 dell'acciaio inossidabile UNS S32750
I riduttori eccentrici si riferiscono ai tubi dei diametri differenti di cui i centri non sono sopra
la stessa linea ed i tubi con un centro sulla stessa linea sono chiamati concentrici
riduttori. I processi di formazione comunemente usati sono modanatura degli strizzacervelli, espansione
il modanatura o gli strizzacervelli ed espandere la modellatura e la timbratura può anche essere usato per sicuro
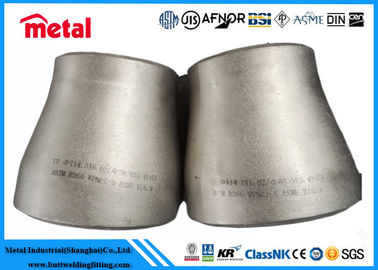
specifiche dei tubi differenti del diametro. Applicazione del riduttore eccentrico l'ugello
il diametro delle due estremità del riduttore eccentrico è differente, in modo da è usato per collegarsi
accessori per tubi o flange differenti del diametro per cambiare il diametro. Tubi con differente
i diametri eccentrici ad entrambe l'estremità della bocca, il centro del cerchio è sugli stessi
asse, quando il diametro del tubo è calcolato con l'asse, la posizione del resti del tubo
identicamente, usato generalmente per il cambiamento di gas o del diametro liquido verticale del tubo.
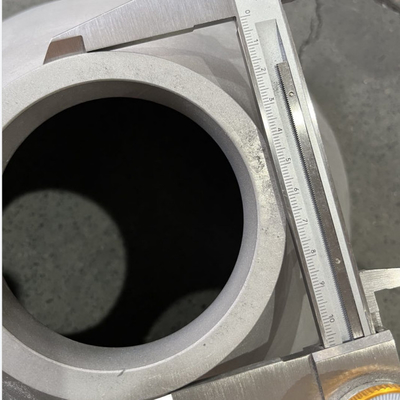
La rotondità del riduttore non dovrebbe essere maggior di 1% del diametro esterno del
l'estremità corrispondente e la deviazione permissibile è ±3mm. I mezzi materiali del riduttore
SY/T5037, GB/T9711, GB/T8163, ASTM standard americano A106/A53 GRB, api 5L,
Norma tedesca di APT5CT, di ASTM A105, di ASTM A234, di ASTM A106, di BACCANO e cliente
norme di requisiti
Il riduttore (grande e piccola testa) è un genere di accessori per tubi utilizzati per la riduzione del tubo. La formazione
il processo comunemente usato è ridotto diametro che preme, pressatura di espansione o diametro
la riduzione più espansione che preme e timbrante può anche essere usata per alcune specifiche
dei riduttori.
a. Restringimento/formazione espandentesi
Gli strizzacervelli che formano il processo del riduttore devono mettere l'uguale dello spazio in bianco del tubo al diametro del
la grande estremità del riduttore nella muffa di formazione ed il metallo si muove lungo la cavità di muffa
e strizzacervelli e forme premendolo lungo la direzione assiale dello spazio in bianco del tubo. Accordo
alla dimensione del diametro del riduttore, è diviso in una formazione premente o multiplo
pressatura della formazione. La figura sotto mostra la rappresentazione schematica del diametro riduttore
formazione dei riduttori concentrici.
La formazione di espansione del diametro è l'uso degli spazii in bianco del tubo più piccoli del diametro del grande
l'estremità del riduttore ed il diametro interno dello spazio in bianco del tubo è ampliata lungo l'interno
il diametro dello spazio in bianco del tubo con una perforazione interna muore. Il processo di espansione del diametro
pricipalmente risolve la situazione che il riduttore con un grande diametro non è facile da essere formato
restringendosi ed a volte secondo i bisogni di formazione dei materiali e dei prodotti,
il metodo di espansione del diametro e di riduzione di diametro si combina.
Nel corso del restringimento o dell'ampliamento della deformazione del diametro che preme, secondo
materiali e cambiamenti differenti del diametro, è determinato per usare la pressatura fredda o la pressatura a caldo.
In circostanze normali, la pressatura fredda è usata il più possibile, ma pressatura a caldo
dovrebbe essere usato per l'incrudimento severo causato dal riduttore multiplo, spessore della parete spesso
o materiali dell'acciaio legato.
b. timbrare formazione
Oltre a per mezzo dei tubi d'acciaio come materie prime per produrre i riduttori, alcune specifiche
dei riduttori può anche essere prodotto timbrando e formando i piatti d'acciaio. La forma del
muoia usato per l'allungamento è progettato secondo la dimensione della superficie interna del riduttore,
ed il piatto d'acciaio dopo che soppressione è timbrata ed allungata dallo stampo.


 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri! Italian
Italian